






Эретмә миченең индукцион тиз эрүе 6 кг 8 кг 10 кг 15 кг 20 кг кул белән авыштырыла торган алтын эретү миче
Техник параметрлар
| Модель № | HS-TF6 | HS-TF8 | HS-TF10 | HS-TF15 | HS-TF20 | HS-ATF30 | HS-ATF50 |
| Көчәнеш | 380В 50Гц 3 фаза | ||||||
| Көч | 15 кВт | 20 кВт | 20 кВт | 25 кВт | 30 кВт | 30 кВт | 40 кВт |
| Максималь температура | 1600℃ | ||||||
| Эрү тизлеге | 2 - 5 мин. | 3 - 6 мин. | 3 - 6 минут | 3 - 6 минут | 3 - 6 минут | 6 - 10 минут | 6 - 10 минут |
| Температура төгәллеге | ±1°C (ихтыярый) | ||||||
| Температура детекторы | PID температура контроле / инфракызыл пирометр (өстәмә), өстәмә түләү өстәлә. | ||||||
| Сыйдырышлык (Алтын) | 6 кг | 8 кг | 10 кг | 15 кг | 20 кг | 30 кг | 50 кг |
| Кушымта | Алтын K-Gold Sliver Cooper һәм башка эретмәләр (Платина, Палладий, Корыч, Родий заказ буенча ясала) | ||||||
| Җылыту ысулы | Германия IGBT индукцион җылыту технологиясе | ||||||
| Суыту төре | Су суыткыч (аерым сатыла) яки су агымы (су насосы) | ||||||
| Үлчәмнәр | 115*49*102см | 125*65*135см | |||||
| Нетто авырлыгы | якынча 140 кг | 150 кг | 320 кг | 450 кг | |||
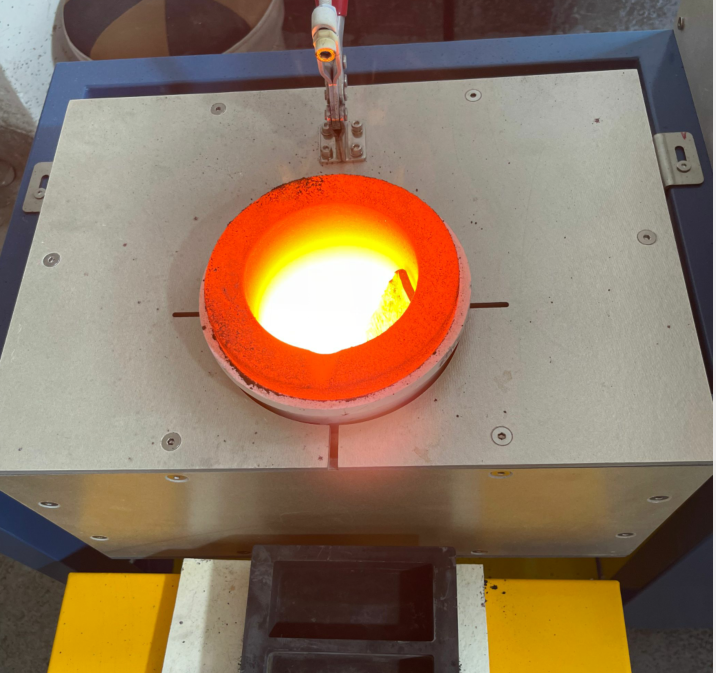
Продукция күрсәтү



Кыйммәтле металларны эретүдә индукцион эретү мичләренең өстенлеге
1. Кереш сүз
Алтын, көмеш, платина һәм палладий кебек кыйммәтле металларның уникаль физик һәм химик үзлекләре бар, бу аларны төрле тармакларда, шул исәптән зәркән әйберләрендә, электроникада һәм стоматологиядә бик кыйммәтле итә. Кыйммәтле металларны эретү процессы соңгы продуктның сыйфатын тәэмин итү һәм материал югалтуларын минимальләштерү өчен югары төгәллекле һәм нәтиҗәле җиһазлар таләп итә. Төрле эретү мичләре арасында кыйммәт металларны эретү өчен иң яхшы сайлау булып чыкты, ул башка традицион эретү ысулларына караганда берничә аерым өстенлек бирә.
2. Авыш индукцион эретү мичләренең эш принцибы
2.1 Индукцион җылыту принцибы
Индукцион җылыту электромагнит индукция принцибына нигезләнгән. Алмаш ток (AC) катушка (индуктор) аша үткәрелгәндә, катушка тирәсендә үзгәрүче магнит кыры барлыкка килә. Әгәр дә бу магнит кырына үткәргеч металл корылмасы урнаштырылса, металлда индукцияләнгән электр хәрәкәтләндергеч көч (ЭХК) барлыкка килә. Ом законы буенча, бу индукцияләнгән ЭХК металл эчендә индукцияләнгән токның (вулкынлы ток) агымына китерә. Металлның бувулкынлы ток агымына каршылыгы җылылык барлыкка килүгә китерә, бу Q = I^{2}Rt формуласы белән тасвирлана, монда Q - барлыкка килгән җылылык, I - ток, R - каршылык һәм t - вакыт. Аннары бу җылылык металлны эретү өчен кулланыла.
2.2 Авыш механизмы
Индукцион эретү миченең авышлыгы өстәмә механик конструкциядә. Мич корпусы билгеле бер почмакта авышырга мөмкинлек бирә торган авышлык механизмына урнаштырылган. Бу авышлык функциясе эрегән металлны шома кою өчен бик мөһим. Металл тулысынча эрегәч, мичне авыштырып була, һәм эрегән металлны формаларга яки башка савытларга төгәл коярга мөмкин, бу кыйммәтле металларны эретү өчен аеруча мөһим, чөнки анда калдыкларны булдырмас өчен һәм коелган продукциянең сыйфатын тәэмин итү өчен төгәл кою кирәк.
3. Кыйммәтле металларны эретүдә индукцион эретү мичләренең өстенлекләре
3.1 Югары сафлыктагы эретү
3.1.1 Пычрануның кимүе
Кыйммәтле металларны эретүдә югары сафлыкны саклау бик мөһим. Традицион эретү ысуллары, мәсәлән, кайбер ягулык белән эшләүче мичләр, эрегән металлга пычраткыч матдәләр кертә ала. Мәсәлән, ягулык белән эшләүче мичләрдә казылма ягулыкларны яндыру көкерт, азот оксидлары һәм кисәкчәләр бүлеп чыгарга мөмкин. Бу матдәләр эретү процессында кыйммәтле металлар белән реакциягә керә ала, бу катнашмалар барлыкка килүгә китерә. Киресенчә, авыш мичтә индукцион эретү җылыту өчен электромагнит индукция куллана, януга нигезләнгән җылылык чыганакларына ихтыяҗны бетерә. Нәтиҗәдә, тышкы чыганаклардан пычрану куркынычы күпкә азрак, бу кыйммәтле металларның эретү процессында югары сафлык хәлендә калуын тәэмин итә.
3.1.2 Төгәл температура контроле
Кыйммәтле металларның еш кына билгеле бер эрү нокталары була һәм эретү вакытында төгәл температура контролен таләп итә. Индукцион эретү мичләре алдынгы температура контроле системалары белән җиһазландырылган. Бу системалар эрегән металлның температурасын төгәл сизә һәм индукторга керүче энергияне шуңа туры китереп көйли ала. Мәсәлән, платинаның эрү ноктасы якынча 1768 °C. Индукцион эретү миченең төгәл температура контроле ярдәмендә температураны бу эрү ноктасына якын бик тар диапазонда тотарга мөмкин. Бу металлның тулысынча эрүен тәэмин итеп кенә калмый, ә артык җылынуны да булдырмый, бу исә кыйммәтле металлның сафлыгын киметергә мөмкин булган оксидлашуга яки башка химик үзгәрешләргә китерергә мөмкин.
3.2 Энергия нәтиҗәлелеге
3.2.1 Югары ешлыклы индукцион җылыту
Авыш мичләрдә индукцион җылыту гадәттә югары ешлыкларда эшли. Югары ешлыклы индукцион җылыту электр энергиясен җылылык энергиясенә әйләндерүнең югары нәтиҗәлелегенә ия. Индуктордагы югары ешлыклы ток тарафыннан барлыкка китерелгән электромагнит кыр металл зарядына тирән үтеп керә ала, бу металлның эчтән тиз җылынуына китерә. Бу эчке җылыту механизмы тышкы җылыту ысулларына караганда күпкә нәтиҗәлерәк, мәсәлән, кайбер традицион мичләрдә нурланышлы җылыту. Тиз җылыту кыйммәтле металларны эретү өчен кирәкле вакытны кыскарта, бу үз чиратында гомуми энергия куллануны киметә. Мәсәлән, кайбер газ белән эшли торган мичләр белән чагыштырганда, авыш индукцион эретү мичләре кыйммәтле металларны эретү процессында энергиянең 30-50% кадәр экономияли ала.
3.3.2 Шома кою
Мичнең авыштыру функциясе җитештерүчәнлекне арттыруда мөһим роль уйный. Кыйммәтле металл эретелгәннән соң, мичнең шома һәм контрольдә тотылган авыштыруы эрегән металлны формаларга тиз һәм төгәл кою мөмкинлеген бирә. Бу эретү һәм кою арасындагы вакытны кыскарта, мичтә эрегән металлның катып калу куркынычын минимальләштерә һәм җитештерү процессының гомуми нәтиҗәлелеген яхшырта. Моннан тыш, авыштыру механизмы ярдәмендә төгәл кою эрегән металлның формаларны тигез тутыруын тәэмин итә, тулы булмаган яки тигез булмаган кою аркасында кабат эретү яки аннан соң эшкәртү кирәклеген киметә.
3.4 Сыгылмалылык һәм күпкырлылык
3.4.1 Төрле кыйммәтле металларны эретү
Индукцион эретү мичләрен алтын, көмеш, платина һәм палладий кебек төрле кыйммәтле металларны эретү өчен кулланырга мөмкин. Бу кыйммәтле металларның һәрберсенең төрле эрү нокталары, химик үзлекләре һәм эретү таләпләре бар. Индукцион эретү миченең көйләнергә мөмкин булган куәт һәм температураны контрольдә тоту системаларын төрле кыйммәтле металларның махсус ихтыяҗларын канәгатьләндерерлек итеп җиңел көйләргә мөмкин. Мәсәлән, көмеш эреткәндә (эрү ноктасы якынча 962 °C), куәт һәм температура көйләүләрен тиешенчә көйләргә мөмкин, ә платина өчен (күпкә югарырак эрү ноктасы белән) мичне югарырак температураларда һәм куәт дәрәҗәләрендә эшләргә көйләргә мөмкин. Бу сыгылмалылык индукцион эретү мичен бер җитештерү корылмасында төрле кыйммәтле металларны эретү өчен бердәм чишелеш итә.
3.4.2 Төрле заряд зурлыклары
Бу мичләр төрле зурлыкларда бар, бу исә төрле зурлыктагы кыйммәтле металларны эретү мөмкинлеген бирә. Берничә грамм кыйммәтле металларны эретү таләп итә торган кечкенә күләмле зәркән әйберләре җитештерүме яки килограммнарча кыйммәтле металлар белән эш итә торган зур күләмле сәнәгать эретү операциясеме, уңайлы авыш индукцион эретү миче бар. Кечкенә күләмле мичләр еш кына зәркән остаханәләрендә кулланыла, анда төгәллек һәм кечкенә партияле җитештерү мөһим. Зур күләмле сәнәгать мичләре күп күләмдә кыйммәтле металларны эшкәртә ала, электроника җитештерү кебек тармакларның ихтыяҗларын канәгатьләндерә, бу исә компонентлар җитештерү өчен күп күләмдә югары чисталыклы кыйммәтле металлар таләп итә.
3.5 Куркынычсызлык һәм әйләнә-тирә мохиткә зыян китермәү
3.5.1 Куркынычсыз эш
Авыш индукцион эретү мичләре күп төрле куркынычсызлык функцияләре белән эшләнгән. Электромагнит индукцион җылыту системасы ачык утны кулланмый, бу ягулык белән эшләүче мичләргә караганда янгын һәм шартлау куркынычын киметә. Моннан тыш, мич артык температурадан саклау, агып чыгудан саклау һәм башка куркынычсызлык җайланмалары белән җиһазландырылган. Мәсәлән, мичнең температурасы билгеләнгән чиктән артып китсә, җиһазларга зыян китермәсен һәм куркынычсызлык өчен куркыныч тудырмасын өчен электр белән тәэмин итү автоматик рәвештә өзеләчәк. Авыш механизмында шулай ук авыш операциясенең шома һәм куркынычсыз башкарылуын тәэмин итү өчен куркынычсызлык йозаклары һәм чикләү ачкычлары бар.
3.5.2 Чыгаруларның кимүе
Индукцион эретү мичләре казылма ягулыкларны яндыруга таянмаганлыктан, алар традицион ягулык белән эшләүче мичләргә караганда күпкә азрак чыгарулар чыгаралар. Алар күкерт диоксиды (SO_{2}), азот оксидлары (NO_{x}) һәм кисәкчәләр кебек пычраткыч матдәләр чыгармыйлар. Бу әйләнә-тирә мохит өчен генә түгел, ә эретү заводындагы эшчеләрнең сәламәтлеге өчен дә файдалы. Моннан тыш, бу мичләрнең энергияне нәтиҗәле куллануы энергиянең азрак кулланылуын аңлата, бу үз чиратында эретү процессы белән бәйле углерод эзен киметә, климат үзгәрешенә каршы көрәштә глобаль тырышлыкларга өлеш кертә.
4. Очракларны өйрәнү һәм сәнәгать кушымталары
4.1 Зәркән сәнәгате
Зәркән сәнәгатендә кыйммәтле металларның сыйфаты һәм сафлыгы иң мөһиме. Күп кенә югары сыйфатлы зәркән әйберләре җитештерүчеләре алтын, көмеш һәм платинаны эретү өчен индукцион эретү мичләрен кулланалар. Мәсәлән, Италиядәге танылган зәркән бренды индукцион эретү миченә күчкәннән соң, алтын бизәнү әйберләренең сыйфаты сизелерлек яхшырганын хәбәр итте. Югары сафлыктагы эретү алтынның ялтыравыклыгын һәм төсен озак вакыт саклап калуын тәэмин итә. Тиз эрү тизлеге һәм төгәл кою шулай ук катлаулырак һәм җентекле зәркән әйберләре дизайнын булдырырга мөмкинлек бирә, чөнки эретелгән металлны катлаулы формаларга төгәл коярга мөмкин.
4.2 Электроника сәнәгате
Электроника сәнәгате тоташтыргычлар, схема платалары һәм сенсорлар кебек компонентлар җитештерү өчен югары сафлыктагы кыйммәтле металлар таләп итә. Палладий һәм платина, аларның электр үткәрүчәнлеге һәм коррозиягә чыдамлыгы аркасында, бу өлкәләрдә еш кулланыла. Япониядәге әйдәп баручы электроника җитештерүчесе бу кыйммәтле металларны эретү өчен авыш индукцион эретү мичләрен куллана башлады. Мичнең энергияне нәтиҗәле куллануы аларның җитештерү чыгымнарын киметте, ә югары сафлыктагы эретү электрон продуктларының эшчәнлеген һәм ышанычлылыгын яхшыртты. Мичнең төрле заряд зурлыкларын эшкәртү өчен сыгылучанлыгы шулай ук электроника сәнәгатенең төрле җитештерү ихтыяҗларын канәгатьләндерә, кечкенә күләмле прототип җитештерүдән алып зур күләмле массакүләм җитештерүгә кадәр.
5. Йомгаклау
Нәтиҗә ясап шуны әйтергә мөмкин, кыйммәт металларны эретү өчен кыйммәт индукцион эретү мичләре күпсанлы өстенлекләр бирә. Аларның югары чисталыктагы эретү мөмкинлекләре, энергияне нәтиҗәле куллануы, тиз эрү тизлеге, сыгылучанлыгы һәм куркынычсызлык үзенчәлекләре аларны кыйммәт металлар белән эш итүче тармаклар өчен идеаль сайлау итә. Зәркән әйберләре, электроника һәм стоматология кебек төрле тармакларда югары сыйфатлы кыйммәт металл продуктларына ихтыяҗ үсә барган саен, кыйммәт индукцион эретү мичләрен куллану тагын да киңәер дип көтелә. Бу өлкәдә алга таба тикшеренүләр һәм эшләнмәләр кыйммәт металларны эретү процессларының нәтиҗәлелеген һәм сыйфатын тагын да яхшыртып, тагын да алга киткән һәм нәтиҗәлерәк кыйммәт индукцион эретү мичләре конструкцияләренә китерергә мөмкин.


















безнең белән элемтәгә керегез
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur